1.はじめに
連続鋳造のSEN(サブマージ エントリ ノズル)チューブは、スラブでの最終凝固のために、中間容器(タンディッシュ)から金型に溶鋼を供給する部分に当ります。United States Steel Corporation(USスチール)で
使われているSENチューブには2つのポート(開口部)があり、そこを通過して溶鋼がタンディッシュから金型に入ります。ポートには、金型内の流れを下に向けるダウンアングルがあり、またポートはSENの底面よりわずかに上にあるため、チューブ内部の凹部(カップ)に底からポートまでの高さが生じます。
この金型内の溶鋼の流れを数学的にモデル化するためにPHOENICSが使用されました。
2.目的
この解析の主な目的は、USスチール社の鉄鋼工場で使用されている”SENチューブ”の耐用年数の延長に関してでした。
”SENチューブ”の寿命は主に液界面でのSENチューブ耐火物へのモールドフラックスによる攻撃によって決定されます。
”SENチューブ”の内径を小さくすることで相対的にSENチューブ耐火壁が厚くなるとSENチューブの寿命は長くなります。
しかし、プラントで最初に内径を90 mmから80 mmに縮小したところ液界面の流れが加速して大幅に増加したため、溶鋼表面のモールドフラックスパウダーが溶鋼に取り込まれ、鋼の清浄度と品質が低下しました。
この問題を解決するために金型内の流れを数値流体解析ソフトで解くことになりました。
3.解析概要
PHOENICSを使用して、既存のSEN設計、失敗した縮小口径設計、および縮小口径テクノロジを組み込んだいくつかの新しい提案設計について、それぞれ金型内の流れ場を計算、液面近くの平面内での速度と乱流の値を全ての計算ケースについて記録・分析しました。その目的はモールドフラックスパウダーが閉じ込められる領域である液上面近くの流れにおいて、提案された縮小口径設計による速度と乱流の値を、既存の大口径SEN設計における値に可能な限り近いものにすることでした。
4.解析
溶鋼上部の自由表面をモデル化するために、2相流解析機能(IPSAアルゴリズム)を採用し、乱流は標準k-ε乱流モデルを使用しました。また流入境界では溶鋼の体積流量条件を一定としています。
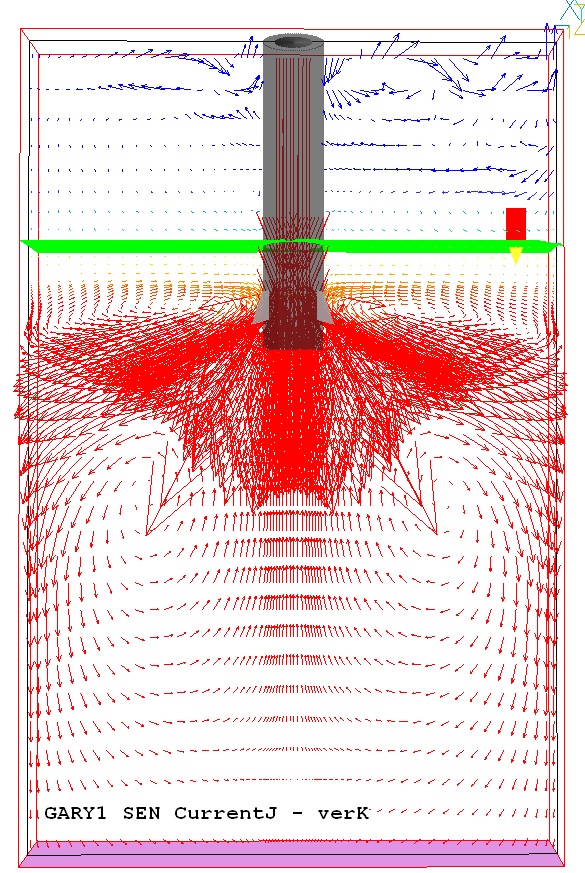
現行の大口径SENチューブでのt = 25秒時における溶鋼の流れパターンを図1に示します。表1は解析したさまざまなSEN設計の条件リストです。 Version-Kは既存の大口径チューブ、Version-Aは失敗した縮小口径チューブで、Version-Xは新しく提案した縮小口径チューブです。
|